Удаление поддержек
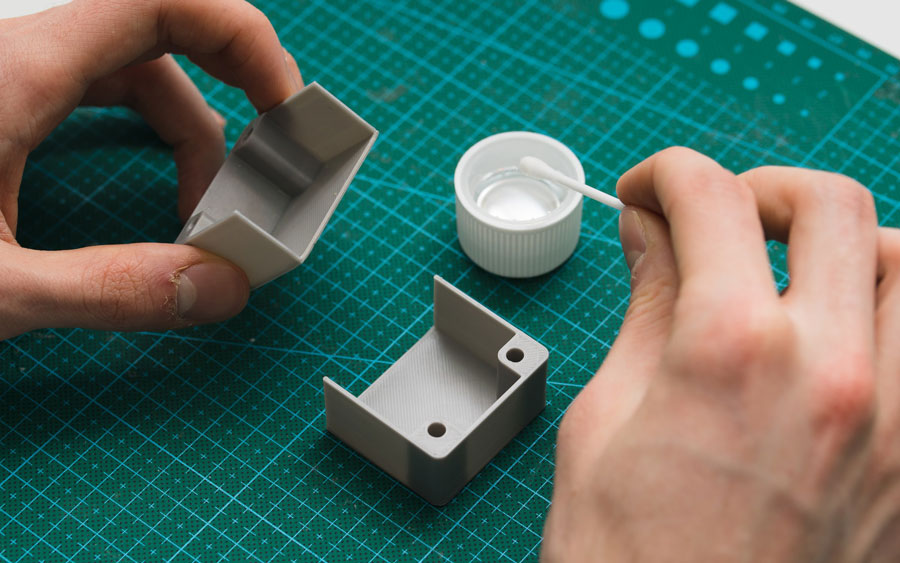
Удаление подпорок – это обычно первый этап постобработки при любой технологии 3D-печати, в которой они применяются. В целом подпорки можно разделить на две категории: стандартные и растворимые. В отличие от других методов постобработки, которые обсуждаются в этой статье, удаление подпорок является обязательным и не приводит к улучшению качества поверхности.
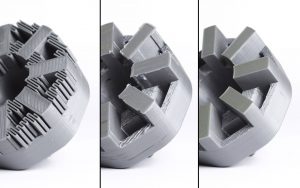
Изначальная распечатка с подпорками, плохое удаление подпорок, хорошее удаление подпоро. фото 3dhubs.com
Процесс
Обычно подпорки отделяются от распечатки без проблем, а очистить от подпорочного материала труднодоступные места (такие как отверстия или каверны) можно с помощью старенькой зубной щетки. Правильное расположение опорных структур и корректная ориентация при печати могут существенно уменьшить негативное влияние подпорок на то, как распечатка будет выглядеть в итоге.
Плюсы
- Не меняет общую геометрию детали.
- Процесс очень быстрый.
Минусы
- Не удаляет линии от слоев, царапины и другие дефекты поверхности.
- Если от опорной структуры остаются излишки материала или отметины, точность и внешний вид распечатки страдают.
Удаление растворимых поддержек
Такие подпорки удаляются с помощью растворителей, подходящих каждому типу растворимых пластиков в отдельности.
Зачистка шкуркой
Процесс
После того как подпорки удалены или растворены, можно провести ошкуривание, чтобы сгладить деталь и удалить все явные дефекты, такие как кляксы или отметины от подпорок. То, с какой шкурки начинать, зависит от толщины слоя и качества печати: для слоев в 200 микрон и меньше либо для распечаток без клякс можно взять для начала шкурку на P150. Если присутствуют кляксы, видимые невооруженным взглядом, или объект напечатан с толщиной слоя 300 мкм и более, зачистку следует начинать с P100.
Процесс можно продолжать до шкурки зернистостью P2000 (один из подходов предполагает переход на 220, затем на 400, 600, 1000 и, наконец, на 2000). С самого начала до самого конца рекомендуется влажное ошкуривание – это позволит избежать излишнего трения, которое может привести к повышению температуры и повредить объект, а также загрязнить саму наждачную бумагу. В промежутке между ошкуриваниями распечатку следует чистить зубной щеткой и промывать мыльной водой, после чего протирать тряпочкой, что позволит удалить пыль и избежать ее слипания. Для достижения гладкой, блестящей поверхности FDM-детали можно зачищать шкуркой даже P5000.
Профессиональные хитрости
Всегда производите ошкуривание небольшими круговыми движениями – равномерно по всей поверхности детали. Может возникнуть искушение зачищать перпендикулярно слоям или даже параллельно, но это может привести к образованию борозд. Если деталь после ошкуривания обесцветилась или на ней осталось много царапин, ее можно немного нагреть, чтобы размягчить поверхность и дать некоторым дефектам сгладиться.
Плюсы
- Получается исключительно гладкая поверхность.
- Значительно облегчается дальнейшая постобработка (покраска, полировка, сглаживание и покрытие эпоксидной смолой).
Минусы
- Не рекомендуется для деталей с двумя или одной оболочками, поскольку ошкуривание может распечатку повредить.
- Процесс сложен в случае изощренных поверхностей и наличия у объекта мелких деталей.
- Если зачистка производится слишком агрессивно и удаляется слишком много материала, это может сказаться на внешнем виде детали.
С другими методами постобработки можно познакомиться здесь.
По материалам сайта https://3dpt.ru