Fusing Deposition Modeling, FDM
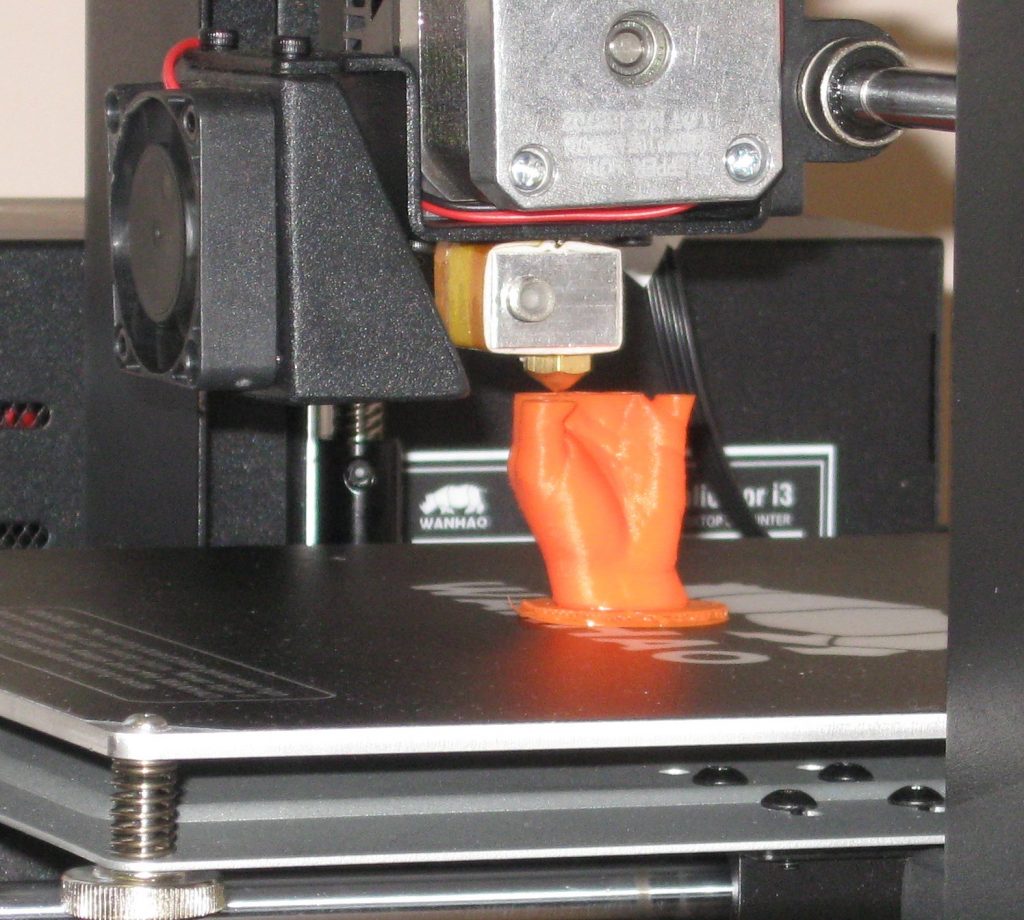
Модель при 3D-печати создается послойно. В случае FDM-печати для изготовления очередного слоя термопластичный материал нагревается в печатающей головке до полужидкого состояния и выдавливается в виде нити через сопло с отверстием малого диаметра, оседая на поверхности рабочего стола (для первого слоя) или на предыдущем слое, соединяясь с ним. Головка перемещается в горизонтальной плоскости и постепенно «рисует» нужный слой — контуры и заполнение между ними, после чего происходит вертикальное перемещение (стола для печати («кровати») или печатающей головки – в зависимости от модели принтера) на толщину слоя, и процесс повторяется до тех пор, пока модель не будет построена полностью.
В качестве расходного материала чаще всего используются различные пластики, хотя есть и модели, позволяющие работать с другими материалами — оловом, сплавами металлов с невысокой температурой плавления, деревом и даже шоколадом.
У каждого материала есть свои индивидуальные особенности для 3D-моделирования — максимальный и минимальный размеры модели, толщины стенок, расстояние между подвижными частями и т.д. Эти особенности необходимо учитывать при подготовке модели к печати.
Минусы, присущие технологии FDM:
- невысокая скорость работы;
- небольшая разрешающая способность как по горизонтали, так и по вертикали, что приводит к более или менее заметной слоистости поверхности изготовленной модели;
- проблемы с фиксацией модели на рабочем столе (первый слой должен прилипнуть к поверхности платформы, но так, чтобы готовую модель можно было снять); их пытаются решить разными способами — подогревом рабочего стола, нанесением на него различных покрытий, однако совсем и всегда избежать не получается;
- для нависающих элементов требуется создание поддерживающих структур, которые впоследствии приходится удалять, но даже с учетом этого некоторые модели невозможно сделать на FDM-принтере за один цикл, и приходится разбивать их на детали с последующим соединением склейкой или другим способом.
Таким образом, для очень многих образцов, изготовленных по технологии FDM, потребуется более или менее сложная финишная обработка, которую сложно или невозможно механизировать, поэтому в основном она производится вручную.
- зависимость прочности от направления, в котором прикладывается усилие. Так, можно сделать образец достаточно прочным на сжатие в направлении, перпендикулярном расположению слоев, но вот на скручивание он будет гораздо менее прочным: возможен разрыв по границе слоев.
- термоусадка, которая приводит к изменению размеров образца после остывания.
- отходы на поддерживающие структуры в сложных моделях и на подбор оптимального для конкретной модели режима печати
Несмотря на большое количество недостатков, технология FDM в настоящее время очень популярна из-за дешевизны принтеров и расходных материалов к ним.
По материалам сайта http://www.ixbt.com